灵活﹑可靠﹑便捷的检测手段
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
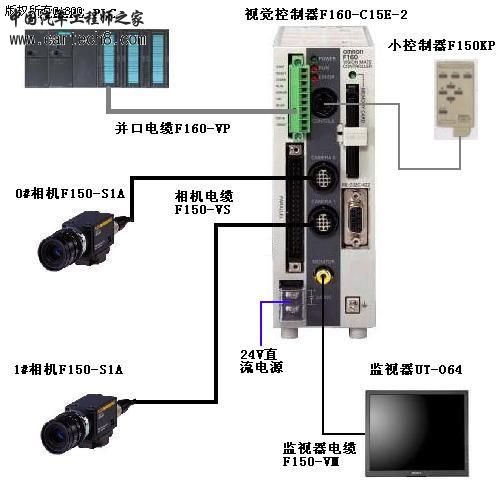
灵活﹑可靠﹑便捷的检测手段 ━━视觉传感器在汽车零部件生产中的应用 摘要:本文以天合-富奥汽车安全系统(长春)有限公司的转向节总成装配线为例,介绍OMRON视觉传感器的功能特点,以及与PLC结合使用完成检测任务的方法。 关键词:视觉传感器;PLC;工件画面;工件组;表达式 1 引 言 为了提高生产水平﹑保证生产质量,将视觉传感器引入到汽车零部件的装配线中,从而实现对汽车零部件生产过程的严格监控,是一个非常灵活﹑高效﹑可靠的办法。 该转向节生产线是用于装配轿车的前转向节,球头销装配是其中的一道工序。转向节分左转向节和右转向节,球头销也分左右两种类型。关键之处在于转向节与球头销匹配的问题。即左转向节上必须装配左球头销,右转向节上必须装配右球头销。不同类别的球头销上有不同的标识。左球头销上的标识为L,右球头销上的标识为R。 然而在长期高强度的生产过程当中,操作者的肉眼很难保证转向节与球头销的完全匹配。一旦出现误装的不合格品,又没有及时被发现,流入市场后将对用户及厂家本身都造成难以预测的损失。因此,引入此视觉传感器迫在眉睫。 2 功能特点 (1)丰富而细致的测量方法 有17种可供选择的测量方法,几乎可以满足所有领域的检测需要。在每一种测量方法之下还可以进行细致的辅助测量设置:定标,位置补偿,表达式等。 (2)强大的存储及扩展能力 在没有使用存储卡的情况下,可以设置32个工件画面。这32个工件画面隶属于工件组0,是存储在控制器的闪存中的。在使用了128兆存储卡后,最多可以存储32个工件组,1024个工件画面,1至31工件组数据保存在存储卡中。 闪存中可以存储0至35共36个先前的测量图像。 (3)多种方式于外部设备通讯 共有4中可选的通讯方式:并口用于与外部设备以数字I/O的方式通信;串行接口菜单操作用于通过个人电脑的键盘代替小控制器完成对F160菜单的设置操作;普通串行接口用于以无协议方式于外部设备(PC)通信;上位链接串行接口,与PLC等带有串行接口的外部设备以发送或接收指令码的方式通信。后两种通讯方式只有专家菜单支持。 (4)实用的其他辅助功能 可以设置视觉系统启动后自动进入的状态。在显示的屏幕上定制个性显示。智能照明或普通照明可选。随时检查系统信息。密码保护放置无关人员随意更改设置。 (5)使用灵活﹑可靠﹑便捷 OMRON视觉的菜单系统分为对话菜单和专家菜单,简单的测量使用对话菜单即可,复杂的测量要使用专家菜单。每一种检测方法的设置流程简单而实用,小巧简单的小控制器便于操作。每进行一步设置的时候,屏幕上都有丰富的操作提示,非常容易掌握。 3 系统构建 左右类型不同的转向节,球头销在其上面所安装的位置方向相差甚远。一个相机不可能完成检测任务,因此采用双相机检测的方式。 系统构建如图1所示:
图1 视觉系统图 (1)视觉传感器的构成 此视觉传感器构成如下:一个视觉控制器,型号为F160-C15E-2,属于PNP型;两个相机,型号为F150-S1A;两根相机电缆,型号为F150-VS;两个相机镜头,型号为MLH-10X;一根并口电缆,型号为F160-VP;一个视觉监视器,型号为UT-O64;一根监视器电缆,型号为F150-VM;一个控制手柄,型号为F150KP;视觉照明为多组普通日光灯;其他安装附件。 视觉控制器使用24V直流电源,控制器上RUN指示灯亮了之后表示其运行正常。0号相机用于左件检测,1号相机用于右件检测。小控制器用于对菜单进行设置操作。监视器用于显示被检工件的图像﹑检测结果和菜单信息。 (2)外部设备 与视觉控制器通讯的外部设备是西门子PLC,CPU型号为313-2DP。PLC通过并口电缆以数字I/O的方式与视觉控制器进行通讯。一方面PLC向视觉控制器发送切换工件和检测命令,另一方面PLC接收视觉控制器发出的检测结果。 (3)设备连接 按图1的视觉系统图将各个设备连接在一起,并检查各个设备是否工作正常。 4 软件设置 4.1 视觉控制器设置 在此视觉检测系统中使用的是专家菜单下的分类检测方法。将不同类型球头销上的标识(L或R)分别登录在不同的索引号下(0或1),视觉控制器通过相应的相机将被检工件上的标识拍摄下来,然后将其与已登录的各个索引号下的标准标识图像比较,找到一个与被检球头销标识图像最接近的标准标识画面,即认为被检球头销与该标准球头销属于同一类型,然后输出该标准球头销的索引号。 通过控制手柄(小控制器)在视觉控制器上进行设置流程如图2: (可选)
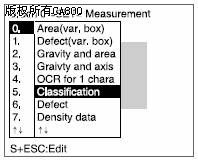
图2 设置流程 (1) 选择工件,镜头和方法 画面的左上方有两个菜单。首先在左边菜单中通过小控制器选择0号工件画面即Scn0(用于左转向节检测画面)。然后在右边菜单中选择SET模式,之后将提示选择相机,选择camera0(0号相机用于左转向节检测)。接下来要为0号相机调焦,设置相机快门速度,使得监视器上所拍摄的工件图像清晰可辨。完成后将出现图3所示画面。选择classification,即分类检测方法。
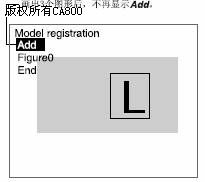
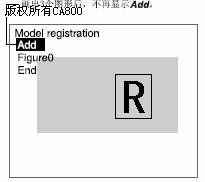
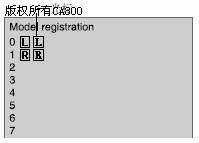
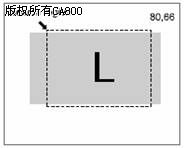
图3 选择分类检测方法 (2) 登录模型 通过小控制器在classification选项上回车后,在下一级菜单中选择model registration,然后选择registration开始登录标准球头销画面,接着选择box(登录矩形的画面)和or(登录的画面以或的形式与标准画面比较),最后选择Add(增加登录区域)将出现图4所示的矩形选择框。拖动选择框将其放置在欲登录图形的合适位置,然后回车改变其大小,使选择框刚好将欲登录图形圈住,再次回车之后选择End,一个左球头销标准图形就登录完毕了。如果左球头销有多种样式,则可以将每种样式的球头销都登录到0号索引号之后,但最多不超过5种。按照同样的方式将右球头销登录在1号索引号之后,同样也可以登录不超过五种不同样式的右球头销,如图5所示。图6为左右球头销全部登录完成后的画面。
图4 登录左球头销
图5 登录右球头销
图6 左右均登录完成 (3)设置搜索范围 左右球头销全部登录完成后,退出上面图6画面,选择serch region,出现图7所示画面,图中的矩形方框即为搜索范围,当检测进行的时候,视觉控制器仅在此范围内寻找被检工件上的左右标识,此区域设置的越大,受工件位置偏移的干扰就越小,检测就越可靠,但是检测的时间也越长。拖动光标改变选择框的大小,选择一个合适的搜索范围。
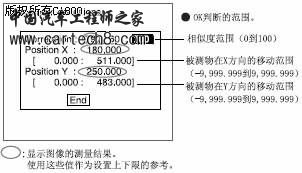
图 7 搜索范围 (4)设置判断条件 在搜索范围设置完成后,返回到上一级菜单中,选择judgement conditions将出现在图8所示画面。可以通过小控制器更改画面中的合格相似度范围,允许的XY方向移动范围。图8中允许的相似度范围设定在60%~100%之间,实际检测结果为79%,中心坐标的X方向值和Y方向值也都在设定的允许范围之内,这说明当前球头销与已登录的一个标准球头销的相似度在所设置的合格范围之内,那么就认为当前球头销与该标准球头销属于同一类别,即同一索引号。此时视觉控制器便通过相应的输出端子输出该索引号。
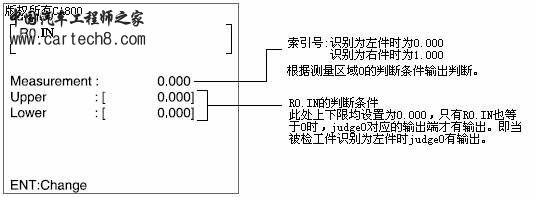
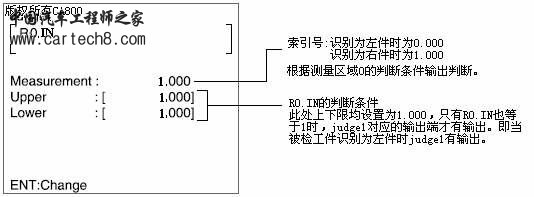
图8 判断条件 (5)改变详细条件和设置坐标模式 不用改变,使用默认设置。 (6)设置表达式 在主画面右侧菜单的Set模式中选择expression,然后选择Judge0,进入表达式设置画面。Judge0对应着一个输出端,现在要做的是为此输出端配置输出条件。首先选择一个测量指标,此处选用测量区域0发出的索引号即R0.IN。为这个测量指标设置一个判断输出的条件,如图9所示。设置完成后,当被检球头销被识别为左球头销时,Judge0对应的输出端有输出。
图9 Judge0表达式 同理,Judge1对应着另一个输出端,为Judge1配置输出条件。选择的测量指标还是测量区域0发出的索引号即R0.IN。为这个测量指标设置一个判断输出的条件,如图10所示。设置完成后,当被检球头销被识别为右球头销时,Judge1对应的输出端有输出。
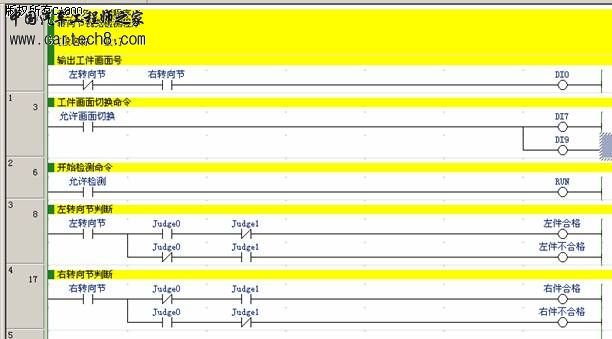
图10 Judge1表达式 (7)设置于外部设备的通讯方式 在主画面右边菜单的system设置中选择communications,然后选择parallel(并口通讯)。在那里对并口通讯进行各种设置。将ON state设置成:OK:ON。其他使用默认设置,并口通讯设置完毕。 到此为止,0号工件画面即Scn0的检测设置完成。然后为1号工件画面进行设置(Scn1用于右转向节检测)。Scn1使用camera1,接着为1号相机调焦,设置相机快门速度。同样选择classification,即分类检测方法。接下来的设置过程于Scn0完全一样。视觉控制器设置全部完成后,一定要记得保存这些设置。 4.2 PLC程序
图11 PLC程序 如图11所示,PLC程序准备好并运行起来之后之后,即可进行视觉检测。 5 检测过程 当球头销被装配到转向节上之后,随线体放行到达视觉检测工位。PLC通过其他的传感器(光电开关)预先识别到当前被检转向节是左还是右,然后发送切换工件画面命令(DI0,DI7和DI9)至视觉控制器。待视觉控制器上的工件画面(Scn0或Scn1)切换完成后,PLC向控制器发送开始检测命令(RUN)。视觉控制器接收到检测命令后,通过相应的相机(左转向节使用0号相机,右转向节使用1号相机)摄入被检工件上球头销的图像,并将此球头销的图像与已经登录的标准球头销图像比较,按先前所设置的判断条件将被检球头销分类(是左件还是右件)。如果被识别为左件,Judge0对应的输出端输出信号,如果被识别为右件,Judge1对应的输出端输出信号。PLC接收到视觉控制器所输出的左球头销或者右球头销信号,通过PLC梯形图程序进行判断当前转向节与球头销是否匹配。如果不匹配,则通过声光报警提示操作者;如果匹配,则产生放行信号,一个转向节与球头销匹配与否的视觉检测完成。 6 结束语 该转向节装配线使用了视觉检测系统后,极大地减少了球头销误装的情况,提升了产品质量,也降低了操作者的工作负担。即使厂家所使用的球头销品种发生了改变,只需要重新登录新品种的标准模型即可。所以这种灵活﹑可靠﹑便捷的检测手段给用户带来了非常可观的经济效益,树立了良好的产品形象。 |

文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共0条 发表评论