减重至上!三大实用「汽车轻量化技术」
近冈裕、木崎健太 现有轻量化技术中,最引人注目的是树脂减重、与异种材料接合减重,以及通过加工方法减重。
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
汽车行业激烈竞争的低燃耗实力。与动力传动系统的电动化相比,汽车的轻量化更受期待。减轻重量不仅可以减少燃料的消耗量,还能提高行驶性能和操控稳定性。而且材料用量减少,也可以降低成本。因此,现在有很多部件厂商、材料厂商都在加大力度开发轻量化技术,出现了不少马上就能投入应用的技术。现在最引人注目的是使用树脂减重、通过异种材料接合减重,以及通过加工方法减重这三项技术。 使用树脂减重 “SIENTA”的外装减轻35% 丰田的MPV“SIENTA”汽车的外饰件“推拉门导轨罩”通过树脂化,大幅减轻了重量(图1)。这种树脂材料为KANEKA开发的聚合物合金“JP-F”系列,是由聚碳酸酯(PC)与聚对苯二甲酸乙二醇酯(PET)组成的聚合物合金(PC/PET合金),适合作为汽车的外饰件。 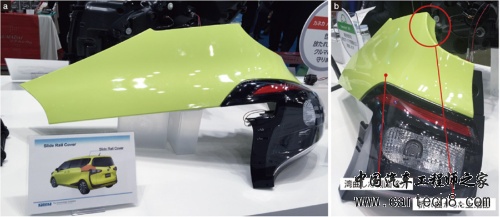 △通过树脂化减轻了重量的汽车外饰件丰田MPV“SIENTA”的“推拉门导轨罩”是使用PC/PET合金注塑成型(左)。(右)从后方看到的外观设计的特点。侧面后方呈弧形、上端面弯折,形状非常复杂。 新型PC/PET合金含有重量比为21%的无机填料,并且加入了配合剂。由此提高了性能。这种合金首先是刚性高。弯曲弹性模量从过去的6000MPa提高到6300MPa,实现了能够作为汽车外饰件的强度和刚性。 接下来,该材料的特点是线膨胀系数比过去小,接近钢(铁)。因为温度变化引起的曲翘和收缩少,所以外观设计性优良。而且,通过提高熔融时的流动性,还适用于大型成型品和薄壁成型品。 SIENTA的推拉门导轨罩形状复杂,侧面后方呈弧形、上端面弯折,很难使用冲压加工钢板的方法成型。为此,丰田采用了成型性好的新型PC/PET合金。 壁厚为3.0mm,强度和刚性与以往使用钢板制作、厚度为0.8mm的导轨罩相当。通过改换新型PC/PET合金,实现了约35%的轻量化。 减重4成的耐热导风管 汽车的耐热导风管使用树脂也减轻了重量。由经营吹塑成型品的爱克赛尔(EXCELL,总部:东京)使用东洋纺供应的树脂生产。与以往的耐热导风管相比,重量大约减轻了40%。已经在富士重工业汽车中投入实用。  △耐热导风管(近)实现了约4成的轻量化将以往的耐热导风管(远)的钢管与橡胶管分别换成了PBT和TPEE。 耐热导风管是在汽车发动机舱内,用来连接带增压器的发动机的排气歧管与中冷器的部件。以往的耐热导风管使用钢管制作管体,在两端的结合部使用橡胶管来吸收振动。钢管与橡胶管之间通过金属紧固件连接。 而新型耐热导风管在管体的钢管部分采用玻璃纤维增强聚对苯二甲酸丁二酯(PBT),两端的橡胶管部分则改用聚酯弹性体(TPEE)“PELPRENE”。玻璃纤维增强PBT添加的玻璃纤维占重量的20%。耐热性(使用环境温度)方面,管体的玻璃纤维增强PBT部分和两端的TPEE部分均为170℃。 通过更换树脂材料,新型耐热导风管的重量约为0.8kg,比过去的约1.3kg减轻了0.5kg左右。 成本也有所下降。这主要得益于减少了部件数量。以往的耐热导风管使用1个钢管部件、2个橡胶管部件和2个金属紧固件,部件数量共计5个。而新型耐热导风管通过采用一体成型的制造方式,部件数量仅为1个。 实现一体成型依靠的是吹塑成型法“交换吹塑(Exchange Blow)”。这是爱克赛尔开发的加工技术,能够通过吹塑成型,使特性不同的两种树脂融为一体。新型耐热导风管是使用具备硬质特性的PBT和软质特性的TPEE,通过一体成型的方式制成的。 新型耐热导风管为PBT和TPEE双层结构,两端基本以TPEE层为主,PBT是极薄的一层。相反,管体则是以PBT层为主,而TPEE层是极薄的一层。由此可见,交换吹塑的优点在于,通过改变两种树脂的比例,可以加工出各部位具有不同功能的成型品(部件)。 车门饰板使用发泡树脂减重3成 积水技术成型公司(SEKISUI TECHNO MOLDING,总部:东京)开发出了重量减轻3成的车门饰板。通过采用自主技术,使PP(聚丙烯)材料发泡,厚度达到发泡前的2倍,并且具备了刚性和强度。该公司将尽快将其投入实用。  (减重3成的车门饰板使PP发泡,厚度达到发泡前的两倍,借此提高了刚性和强度。) 车门饰板从发泡前的890g降至580g,减轻了35%,同时获得了内饰品需要的外观和强度。 而以往技术最多只能比非发泡品减轻2成,如果继续提高发泡率,就会出现强度下降、残留的发泡痕迹影响外观等课题。 该公司利用适用于基体树脂PP和添加剂等材料的配比技术,以及向模具内填充高压气体进行发泡的模具技术等,成功解决了这些课题。 耐热性、耐化学药物的CFRP 大赛璐-赢创(Daicel-Evonik,总部:东京)开发出了使用PEEK(聚醚醚酮)的碳纤维增强树脂基复合材料(CFRP)。材料分为两种,一种是母材(基体材料)使用PEEK,一种是使用其他母材,在CFRP的表面覆盖PEEK薄膜进行改性。两种材料均具有良好的耐热性和耐化学性,而且强度出色。PEEK的熔点为365℃,比熔点约为250℃、以耐热性著称的PA还要耐高温。  △使用PEEK的CFRP耐热性和耐化学性强,强度优良。使用PEEK的CFRP预浸材,以及在表面覆盖PEEK薄膜,对表面进行了改性的CFRP。 使用PEEK作为母材的CFRP在母材含有率约为34%时,拉伸强度达2480MPa(试验方法为EN2561),压缩强度达1370MPa(试验方法为EN2850)。 从预浸材(碳纤维树脂含浸片材)的状态开始,经预加热后,通过热压工序成型。预加热需要70~85秒,搬运至冲压机需要2~3秒,热压本身和冷却需要2~5秒左右,共计74~93秒即可成型。预加热的温度为160℃以上,热压要求温度为60~260℃,压力为5个大气压。 表面覆盖PEEK薄膜改性的CFRP除了以提高耐热性为目的外,还有望起到耐受含油、燃料的化学药品、增加表面光滑度、防止因吸湿而降低降低的效果。薄膜的叠加与成型可同时进行。 与异种材料接合 减轻52%的制动踏板 F-TECH通过更换材料、组合中空形状,开发出了轻量化的制动踏板。使用聚苯硫醚(PPS)制作截面中空的框架部件,两侧包裹铝合金板冲压成型品。PPS与铝合金接合使用大成PLAS(总部:东京)的异种材料接合技术“Nano Molding Technology(NMT)”。将经过了化学转化处理的铝合金板冲压成型品放入模具中,然后通过注射PPS进行嵌件成型。 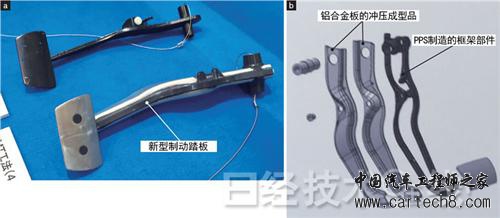 △利用异种材料接合减重52%的制动踏板。新型制动踏板通过更换材料、组合中空形状,成功减轻了重量(左)。铝合金板冲压成型品夹在PPS制成的框架部件的两侧(右)。 而现行制动踏板由实心的钢制部件焊接而成。如果为减轻重量而采用中空形状,在焊接时很难维持加工精度。 新型制动踏板的重量为400g,比现行制动踏板的892g轻52%。但部件有6个,比现行制动踏板多3个。因此成本估计高于现行制动踏板。据称已经有日本的汽车企业决定采用。 传动轴通过摩擦压接减重3成 泉美工业(IZUMI MACHINE MFG,总部:爱知县大府市)开发出了通过摩擦压接,将钢与铝合金接合在一起的技术。接合的材料为A6061、S45C(碳素结构钢)等。目前正针对传动轴等轴件的轻量化用途,向客户等提交解决方案。接合部的拉伸强度可确保达到铝合金拉伸强度的80%以上。 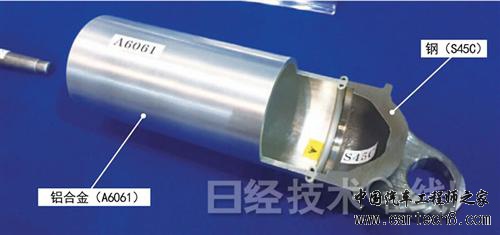 △通过摩擦压接减轻了重量的传动轴样品。铝合金A6061与碳素结构钢S45C直接接合。 摩擦压接是用于轴件连接等用途的技术,该技术通过旋转一方的构件并按压在另一方构件上,利用摩擦来发热,然后加压接合。因为接合时的温度低于熔点,而且加工时间短,所以属于材料不熔融的固态接合。但在摩擦热和压力的作用下,接合界面会产生铁与铝的金属间化合物。 铁与铝的金属间化合物虽然是接合所需的物质,但物理性质脆硬,如果大量生成并形成厚层,接合处容易断裂。摩擦压接与焊接相比,温度低、加工时间短,金属间化合物层很薄,只有数μm,有望取得良好的接合效果。 已知可接合的钢与铝合金的配对如下:钢为碳钢、铬钼钢、铬钢、碳素工具钢、合金工具钢、不锈钢等,铝合金为A1000系、A5000系、A6000系等(A6000系与碳素工具钢、合金工具钢的组合除外)。 与金属粘合的玻璃纤维强化PA 东洋纺开发出了适合与金属实施异种材料接合、强度和刚性出色的玻璃纤维增强聚酰胺(PA)“GLAMIDE JF-30G”。这种树脂高密度填充了玻璃纤维,可与铝合金等金属直接强力接合。该公司将充分利用其树脂部分具有高强度、高刚性的特点,力争在汽车车体骨架和转向构件等领域投入实用。通过替换部分钢制部件实现轻量化。 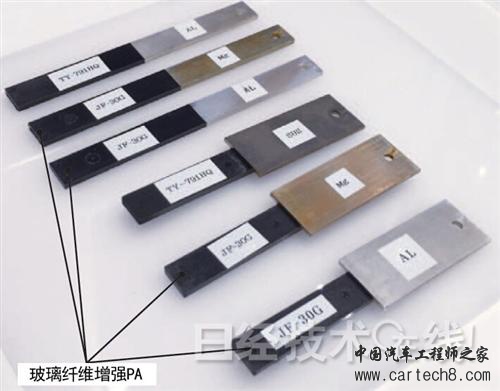 △与金属强力接合的玻璃纤维增强PA。玻璃纤维增强PA(贴有JF-30G字样)与金属直接接合的试片。因为玻璃纤维的填充率高,所以强度和刚性良好。 新型玻璃纤维增强PA在PA6或PA66中添加了重量比例为70%的玻璃纤维。使玻璃纤维的填充率达到“业内最高水平”(该公司),并在树脂中均匀分散。通过这一举措,提高强度和刚性,得到了曲翘少、外观品质良好的成型品。弯曲强度为480MPa,弯曲弹性为28GPa。 而以往的通用玻璃纤维增强PA,也就是玻璃纤维重量比例为30%的PA6,其弯曲强度只有240MPa,弯曲弹性只有8.5GPa。也就是说,新型玻璃纤维增强PA与以往的通用玻璃纤维增强PA相比,弯曲强度是后者的2倍,弯曲弹性提高到了后者的3倍多。 金属与新型玻璃纤维增强PA通过“锚固效应”接合。具体使用的是大成PLAS(总部:东京)的异种材料接合技术“NMT(Nano Molding Technology)”。先将金属工件浸泡在药液中进行表面处理,再在金属工件的表面大量形成nm尺寸的微孔。然后将金属工件放入模具,注射新型玻璃纤 维增强PA进行嵌件成型。这样一来,熔融树脂会进入微孔并凝固,起到楔子的作用,将金属与玻璃纤维增强PA牢牢接合在一起。 新型PA提高了流动性。容易穿过玻璃纤维的缝隙,流入金属工件表面的微孔。而且优化了结晶化速度,树脂会在进入微孔后凝固。而以往的PA流动性低,不仅不易流过玻璃纤维的缝隙,而且有时在进入微孔前就会凝固。因此,金属与玻璃纤维增强PA的接合强度较低。 CFRP与橡胶一体成型的复合部件 藤仓橡胶工业试制出了CFRP管表面覆盖橡胶的“CFRP-橡胶复合管”。这是使作为CFRP母材的环氧树脂与橡胶同时硬化制成的一体部件。与无橡胶的CFRP管相比,能够获得可快速衰减振动的特性、耐磨性、防滑效果和绝缘性等。  △CFRP与橡胶一体成型的复合部件。通过使CFRP的母材环氧树脂与橡胶同时硬化,制成一体部件。 通过在环氧树脂中加入特定成分,环氧树脂与橡胶发生化学反应,形成了交联结构。再加上锚固效应,橡胶不会从CFRP上脱落下来。无需使用粘合剂。橡胶除包裹管件表面外,还可以按照CFRP-橡胶-CFRP的结构,在层间注入。藤仓橡胶工业表示,“如果是只使用CFRP的管件,其他公司也能制造,我们希望使产品具备功能性,借此实现差异化”。 加工法减重 车柱和骨架部件减重30% 住友重机械工业开发出了可以减轻汽车车身、车架等车体部件的制造系统“STAF(Steel Tube Air Forming)”。将钢管放入冲压机的模具后,通过通电加热、注入高压空气、成型、淬火的顺序进行加工。通过使用这次开发的控制系统,可以高精度加工出带凸缘的连续异形封闭截面。 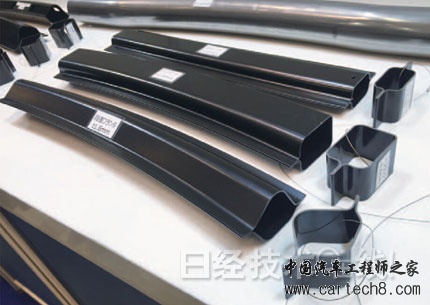 △高强度带凸缘的封闭截面构件。通过热空气吹塑和模内冷却,形成拉伸强度为1500MPa级的异形封闭截面。可以减轻汽车车体和框架等车体部件的重量。 该系统设想用来制造A柱和B柱、前后左右前方的车顶纵梁、前端车架、侧底框梁等车体构件。发挥其有别于液压成型,能够形成凸缘的特点。因为凸缘可以作为与其他部件焊接时的接合处,所以该系统适合用来制造需要与周围的多个部件进行接合的车体构件。 该系统具有液压成型的特点,可以制作封闭截面的部件,而且融合了热冲压的特点,可以在加热钢板冲压成型的同时进行淬火,实现1500MPa级的拉伸强度。可以制造轻巧坚韧、刚性良好的封闭截面构件。另外,通过使用凸缘同时成型技术,在封闭截面结构上增加凸缘,还可以解决液压成型一直以来的课题,取消为接合其他构件而另行焊接凸缘的工序等,提供容易应用于车体部件的方案。 首先,将管件放入模具,夹紧电极。通电约10秒进行加热,使温度达到900℃左右。管件在通电加热时,电极的接触面积左右相同,而且与板材相比,能够保持更稳定的接触,因此可以实现均匀加热。与过去使用加热炉进行加热的方法相比,还可以大幅减少耗电量。 接下来调整锁模位置(半开状态)。向这里供应高压空气,在半开部分略微膨胀的状态下进行锁模,使凸缘部分成型。然后,为使管体部分更贴合模具内面的形状,继续增加高压空气,进行吹塑成型。材料在紧贴模具后,会快速冷却淬火,形成1500MPa级构件。 在强度相同的条件下,将汽车车体部件更换为STAF构件,与过去的结构相比,重量可以减轻约30%。而且无需钣金冲压加工所需的冲切和修边,只需要在成型后切断端部即可,成品率可提高至90%左右。通过凸缘的一体成型可以减少部件数量,大幅降低成本。成本可以比液压成型减少5%,比热压减少30%。 |
文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共0条 发表评论