深度解析汽车变速器阀体制造
发动机技术 目前汽车中常见的自动变速箱有几种型式,分别是液力自动变速箱(Automatic Transmission ,简称AT)
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
目前汽车中常见的自动变速箱有几种型式,分别是液力自动变速箱(Automatic Transmission ,简称AT)、机械式无级自动变速箱(Continuously Variable Transmission,简称CVT)、和双离合器自动变速箱(Dual-clutch transmission,简称DCT,还有一种电控机械式自动变速箱(Automated Manual Transmission,简称AMT)这几种变速箱都要使用电液控制模块。 各类汽车自动变速器最核心的关键部件是电液控制模块,电液控制模块决定自动变速箱先进性,就好比是自动变速心脏和大脑。阀体又是电液控制模块最核心的载体。
据预测,2020年我国汽车年产销水平将维持在3000万辆左右,其中乘用车约2500万辆。按照自动变速器50%—65%的装车率计算,未来自动变速器的年需求将达1250—1650万台。
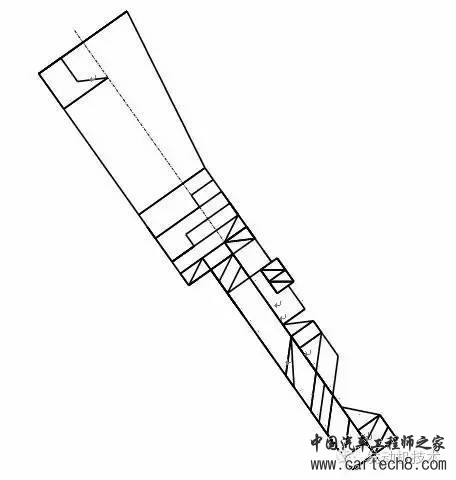
阀体的材料及阀芯孔毛坯孔 压铸铝合金工件,6 %至12% 硅含量,高质量的铸件是能够达到严格的公差要求的必要条件,请见下图阀体的毛坯阀芯孔。
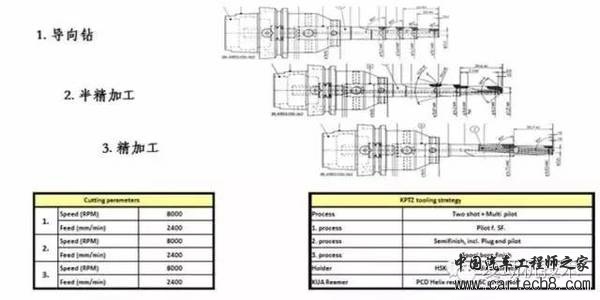
随着自动变速箱向8速、9速甚至更高发展,现在阀芯孔的要求也越来越高。 阀芯孔的要求 ? 直径范围:ø3 – ø14 ? 直径公差范围:±0,004 - ±0,012 ? 圆度:0,003 - 0,008 ? 同轴度:0,004 - 0,01 ? 圆柱度:0,005 - 0,01 ? 表面粗糙度:Rz=2,5-5.0 eller Ra=0,2-0,8 阀体生产问题 ? 阀体的的报废费比较高 ? 阀芯孔加工节拍长 ? 阀芯孔的圆柱度超差 ? 阀芯孔毛刺以及清洁度问题 针对阀体加工一些问题,我们介绍一下京瓷尤尼莫克的刀具方案和设计理念。 3把刀具方案: ? 阀芯孔有多个台阶的复杂孔 ? 阀芯孔深孔,深孔在长径比7倍以上 2把刀具方案: ? 大直径的阀芯孔 ? 台阶在4个台阶之内的阀芯孔 ? 短的简单的孔 针对毛坯压铸件不理想和客户前期小批量经济性方案: 硬质合金粗加工刀具(预铸孔我们推荐三刃扩孔钻,实体推荐二刃台阶钻头)+PCD精铰刀 京瓷尤尼莫克精加工螺旋PCD精铰刀特点: ?适合高速大进给量切削,加工的孔具有非常好的直线度、圆柱度等形位精度。 请见下面视频, 直槽PCD铰刀和螺旋PCD铰刀加工对比 因京瓷尤尼莫克铰刀通过纯切削来实现孔的加工,所以,在高倍显微镜下可清楚地看到刀刃切削加工的纹路,这属于正常的切削现象,相比传统的PCD铰刀主要以挤压加工方式,寿命更高。请见下图。
?极微小的螺旋状切削纹路的存在有利于正常工作时阀芯与阀孔间的密封及润滑。 ?单边精加工余量推荐0.3mm以上,又是螺旋刃切削锋利,产生翻边毛刺相对少很多。 上图是竞争对手使用直槽6刃PCD铰刀加工后并且高压清洗后翻边毛刺。 案例1.
ONE-SHOT案例2: ? I公司,前身是德国LUK公司,主要产品是高端CVT 变速箱。主要供应给奥迪公司(大众集团) ? I公司面临不断增长的产品需求,基于此点联系到京瓷尤尼莫克公司帮助其提高产能。 ? 首先,在现有产品上测试成功了一套滑阀孔刀具。随后,京瓷尤尼莫克公司作为供应商获得了一种新开发阀体的完整的刀具方案。 ? 这时,最新的螺旋铰刀还没有对外公布,行业中仍普遍使用直槽铰刀。当I公司得知我们有这种新设计的螺旋铰刀后,他们决定马上进行测试。 ? 不幸的是,在测试中他们犯了一个严重的错误。测试人员忘记运行半精加工刀具的加工程序;而是直接用螺旋铰刀在预铸孔上加工。但是,测试的结果却出奇的好! 结果对I公司的好处: ? 在两种阀体共有8种类型共18个孔的滑阀孔上使用了One-shot 型式的螺旋铰刀。 ? 加工时间至少减少了35%。 ? 滑阀孔的加工不再是瓶颈工序,而是变为装卸工件。 ? 总体刀具成本降低。 ? 检测One-shot 型式加工方式的工序能力为=>Cmk 1,67 |







文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共0条 发表评论