新能源重卡高压线束工艺制作全解析
“随着全球排放标准的日益严格,新能源重卡凭借其高效能、零排放及低噪音等优势,正逐渐取代传统燃油车成为行业新宠 。在这一变革中,高压线束作为整车电气系统的“血管”,承担着动力电池组能量传输的核心任务 。” ...
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
| “ 随着全球排放标准的日益严格,新能源重卡凭借其高效能、零排放及低噪音等优势,正逐渐取代传统燃油车成为行业新宠 。在这一变革中,高压线束作为整车电气系统的“血管”,承担着动力电池组能量传输的核心任务 。” 本文将深入探讨新能源重卡高压线束的材料选型与加工工艺,拆解高压线束制作的核心要点,助力工程师高效把控生产质量。 1、 高压线束的核心组成高压线束并非单一导线,而是一套精密、复杂的组件系统,主要包含:高压电缆:能量传输的主体载体。高压插接器/搭铁:实现部件间的电气连接。波纹管:多采用闭口橙色尼龙 PA6 材质,提供物理防护。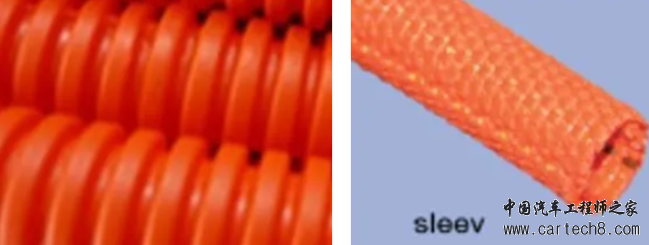 热缩管:通常选用含胶热缩管,确保密封与绝缘。标识标签:区分正负极与产品型号的关键标识。 2、 高压线束的设计要求高压线束工作环境苛刻,对材料的电气性能和物理特性有极高要求。 高压线缆目前主流重卡多选用额定电压为 AC1000/DC1500 的导线。 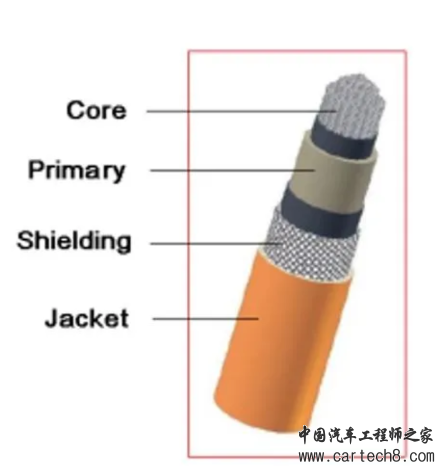 耐热等级:必须达到 -40°C ~ 125°C。安全特性:需具备阻燃、无卤、低烟的特性。线径根据功能选25~125mm²。外观识别:采用双层绝缘带屏蔽层,外绝缘层统一为橙色,以警示高压危险。插接器要求插接器必须满足严苛的额定电压、额定电流、接触电阻及防护等级等一系列参数。 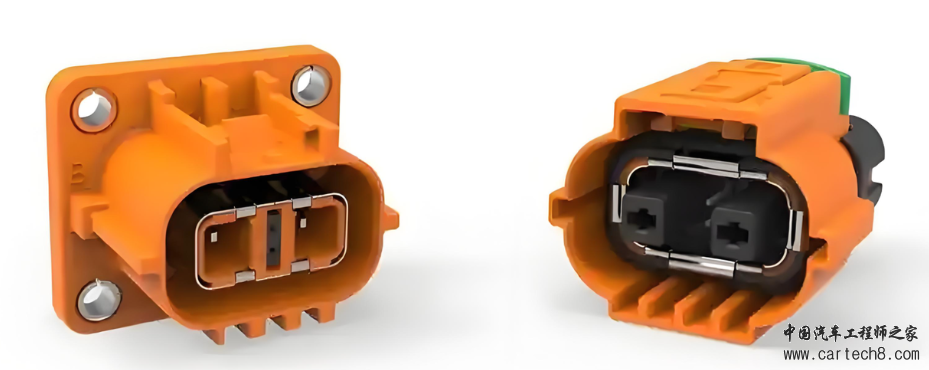 辅材搭配闭口橙色尼龙PA6波纹管(间隙<3mm)、含胶热缩管,标签按正红、负黑、产品号黄区分,字迹清晰可辨。布置设计首个固定点:应设置在距离连接器尾端顺直出线 130mm 处,确保无晃动位移。间隔固定:首个固定点后,每隔不超过 300mm 进行一次固定。  弯折位处理:线缆折弯处要求单独固定,严禁拉得过紧,以防车辆颠簸造成内部接点虚接或断裂。  3、 加工工艺:从“精细”到“标准”高压线束的制作必须遵循精密原则,以应对强电压、强电流带来的挑战。工艺卡制定 明确技术要求与注意事项,标注端子压接、标签热缩、屏蔽层尺寸等关键要点,确保加工可视化。 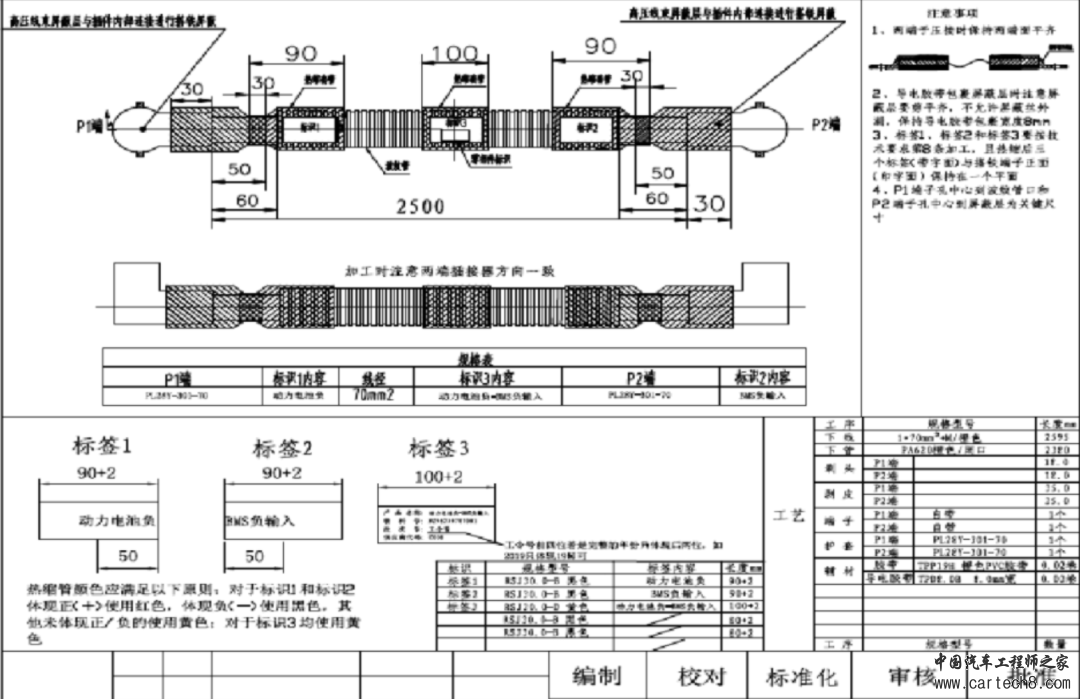 导线处理 按端子类型精准剥头(如搭铁SC70-8剥18mm),线长根据插件余量调节,避免过紧或过松。 插接器组装 特殊插接器的组装必须严格按照顺序操作,通常包括:防尘盖 → 插头壳体 → 插孔部件 → 弯式附件 → 屏蔽环 → 密封部件 → 压紧螺帽。 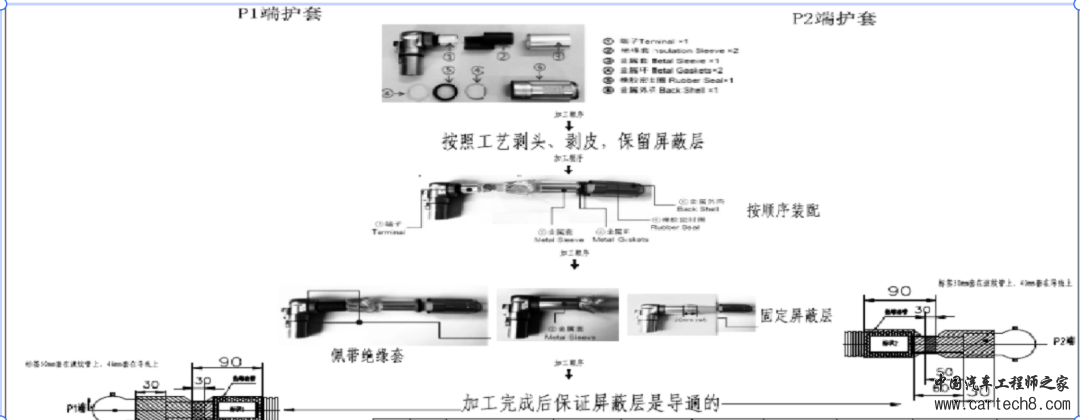 固定与防护 折弯处单独固定,线缆顺直出线,杜绝颠簸环境下的位移与拉扯。屏蔽层处理为解决电磁干扰,通常在插接器内部设置屏蔽环,通过导电胶带包裹后与屏蔽环导通至外壳,或直接引出接地线。新能源重卡正处于起步阶段,高压线束作为核心部件,其标准化的普及仍需线束厂、整车厂及行业机构的共同努力。工艺卡的标准化、加工过程的清晰化,将是推动整个新能源市场步入规范化发展轨道的关键。 |
文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共0条 发表评论