新能源汽车高压线束支架全流程设计指南
“结合多年汽车线束零部件设计与主机厂合作经验,我们整理出3类成熟的高压线束支架设计方案,涵盖材料选型、结构细节、加工验证全流程,帮你避开设计坑点,精准匹配实际需求。”目录:在新能源汽车领域,高压线束是 ...
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
| “ 结合多年汽车线束零部件设计与主机厂合作经验,我们整理出3类成熟的高压线束支架设计方案,涵盖材料选型、结构细节、加工验证全流程,帮你避开设计坑点,精准匹配实际需求。” 目录:  在新能源汽车领域,高压线束是传递动力的核心“血管”,但它本身粗、硬、重且折弯半径大的特性,让传统卡扣、扎带等固定方式难以胜任——强度不足、固定松动不仅影响使用体验,更可能引发安全隐患。 1,3类核心设计方案1.1,支架+橡胶圈+扎带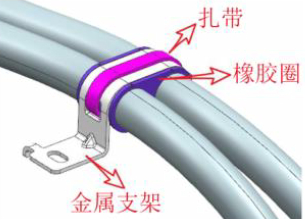 图:高压线束支架方案1:支架+橡胶圈+扎带 这是应用最广泛的方案,通过“金属承重+橡胶缓冲+扎带固定”的组合,兼顾强度与防护性,具体配置如下:
 图:三角加强筋与平面加强筋结构
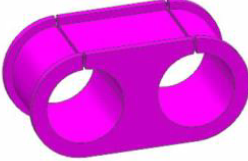 图:橡胶圈
1.2,塑料支架+扎带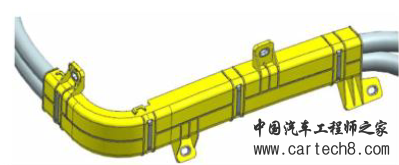 图:高压线束支架方案2:塑料支架+扎带 适合对重量敏感、需要吸收装配公差的场景,核心设计要点如下:
1.3,金属支架+包胶注塑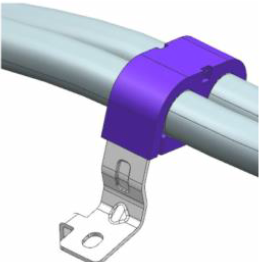 图:高压线束支架方案3:金属支架+包胶注塑 应用场景相对小众,主要用于振动小、装配公差要求高、需要微调支架位置的难安装环境,设计细节如下:
2,高压线束支架的设计验证支架设计完成之后,需要做CAE分析等前期理论验证,用以保证设计方案满足客户需求。 对于金属支架: 重点做随机振动仿真模拟(适配4种安装场景:电机/变速器、车身、柔性部件、非弹性部件),验证疲劳寿命;同时进行模具分析,确保可加工性。 对于塑料支架: 除随机振动仿真外,需额外做模流分析和模具分析;若需验证尺寸与结构合理性,可制作3D快速成型件(注意:仅用于结构验证,不能替代性能测试)。 3,高压线束支架的加工周期不同方案的加工周期差异较大,提前规划避免延误:
4,高压线束支架的DVP实验所有支架及配件必须通过DVP实验,不同部件检测项目不同:
新能源汽车高压线束支架的设计,核心是平衡强度、重量、成本与装配便利性。以上3类方案经过多年装车验证,覆盖了绝大多数应用场景。随着聚氨酯发泡RIM等新材料、新工艺的发展,未来还会有更多创新方案涌现,但立足现有成熟技术,做好材料选型、结构细节和全流程验证,仍是确保支架可靠稳定的关键。 |
文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共0条 发表评论