铝点焊在汽车上的运用
随着汽车保有量的持续增加,环保和节能减排问题尤为凸显,汽车轻量化设计势在必行。汽车轻量化是指在保持汽车原有的性能不受影响的前提下实现汽车重量的减轻。
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
1.引言 1 汽车轻量化及铝车身发展趋势 随着汽车保有量的持续增加,环保和节能减排问题尤为凸显,汽车轻量化设计势在必行。汽车轻量化是指在保持汽车原有的性能不受影响的前提下实现汽车重量的减轻。既要有目标地减轻汽车自身的重量,又要保证汽车行驶的安全性、耐撞性、操控性及舒适性,同时还需保证成本不会增加或少量增加。 目前,汽车轻量化主要可以通过结构优化、轻质材料的替代应用、制造成形工艺的升级以及先进连接技术的应用等四大途径来实现,见图1-1。
图1-1 汽车轻量化途径 在汽车的整备质量中,车身的重量占了四分之一以上。现有汽车车身一般由金属材料(主要为钢板)经过冲压、焊接等方式生产而成。在上述轻量化途径中,轻质材料的替代使用是一种最直观的方案,消费者可以看得见摸得着。比如你将汽车的前机盖从铁制换成了铝制或碳纤维,顾客在开启机盖时就可以直观体验到。车身轻质材料的主要技术路径包括超高强钢(含热成形)、铝合金、复合材料玻纤碳纤等。宝马等欧系车主要是采用碳纤维来替代,美系(如特斯拉、F150)应用最大的则是全铝车身。图1-2为宝马新7系上的碳纤维加强部件。
图1-2 宝马新7系上的碳纤维 碳纤维复合材料密度小,强度高,是目前应用的轻质材料中减重效果最为显著的,但其成本相对较高。所以,对于国内车型来说,车身的铝合金化是材料替代途径中最适合的方案,没有之一。目前,蔚来汽车、爱驰汽车等造车新势力也都在尝试做全铝车身。图1-3为蔚来汽车车身铝合金部件展示。
图1-3 蔚来ES8车身 目前,铝合金在国内汽车车身上的应用情况如下表1-1所示: 表1-1 铝合金在国内汽车车身上的应用
2 铝车身连接技术 根据轻量化车身材料及位置的不同,相应的连接技术也有所不同,目前比较常用的轻量化连接技术为激光焊接、自冲铆、铝点焊及粘接技术。各种连接技术的简单示意和中英文简称如图1-4所示。
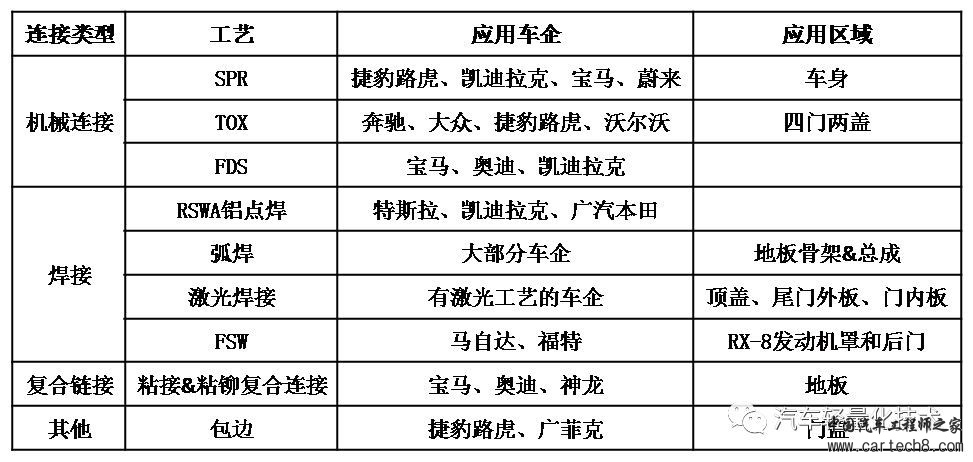
图1-4 轻量化连接技术 目前,几种可用于铝车身的先进连接技术的使用车企及区域如表1-2所示。 表1-2 铝合金连接技术应用区域
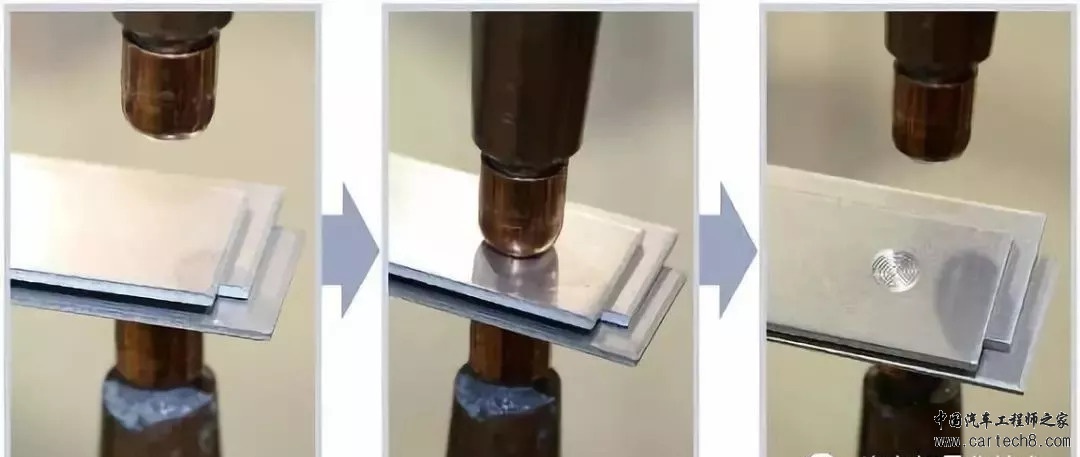
2.铝合金点焊 1 工艺简介 点焊是将重合的金属夹入相对于的金属电极(焊嘴)上,再加上适当的压力的同时,流过非常大的电流,使之发热熔化,从而接合在一起的焊接。铝点焊与钢点焊一样,应用的是焦耳原理。同样,点焊的形成可以分为:预压阶段-通电加热-锻压。图2-1为铝点焊的操作示意图。
图2-1 铝点焊工艺步骤示意 图2-2和2-3分别展示了两种不同方案的铝点焊连接外观。
图2-2 通用MRD电极铝点焊外观效果
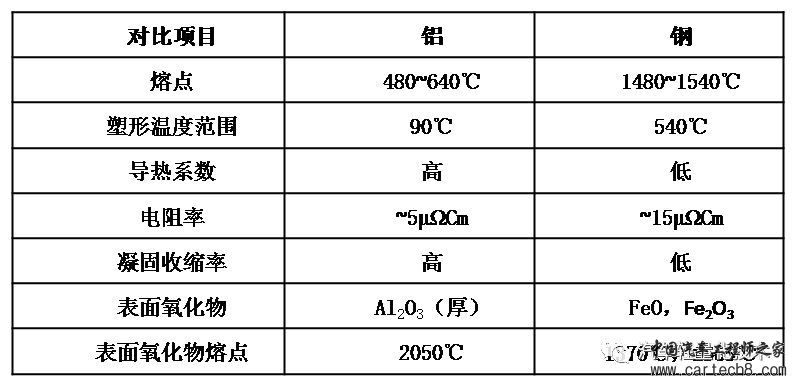
图2-3 伏能士电极带式铝点焊外观效果 2 工艺特点 钢与铝的物理特性相差较大,具体如表2-1。 表2-1 钢与铝性能对比
由于铝合金所具有的独特性能,使其在焊接过程中有以下几大特点:
铝合金与氧的亲和力很大,在空气中极易与氧化合在其表面,行程致密的、厚度约为0.1μm的氧化膜(Al2O3),其熔点极高(约2050℃)、密度大(3.95~4.10kg/m3),属于难熔物质,焊接时会阻碍金属之间的良好结合,导致未焊透“焊缝夹渣”不融合现象,且由于氧化膜吸附大量水分,容易使焊缝产生气孔。
铝合金具有较大的热导系数和比热容,比热容比钢大2倍,导热性约大三倍。因此焊接时为保证良好融合,必须采用能量集中、功率大的热源,有时需采用预热等工艺措施。经验表明:相同焊接速度下,焊接铝合金的热输入量要比焊接钢材大2~3倍。
铝的线膨胀系数比钢大2倍,因此,在拘束条件下焊接时易产生较大的焊接应力和变形或在脆性温度区间内导致热裂纹,生产中常采用调整焊丝成分的方法防止裂纹的产生。
铝合金焊接接头的强度低于母材,即有软化现象。焊接接头力学性能较难保证,抗拉强度低,塑性不足,是铝合金应用的一大障碍。
铝合金从固态变化为液态时,无明显的颜色变化,这给焊接操作者带来不少的困难。 3 与钢点焊的不同之处
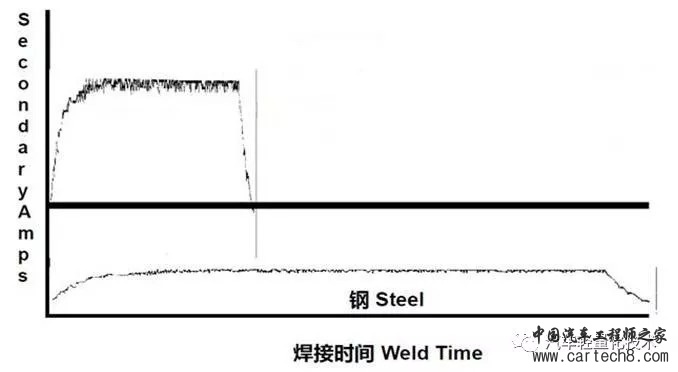
通过以上分析可知,铝点焊时需要高电流和短的焊接时间。同时,由于铝的热导率高的问题,就需要控制电流的上升时间在极短的时间内。图2-4为两种点焊的焊接时间的对比。
图2-4 钢点焊与铝点焊的焊接时间对比
铝合金有高导热系数,传热快,铝点焊时存在很大的软化区域。铝合金点焊时需要大直径的焊接面电极帽,从而覆盖铝合金焊核及其软化区域。电极头的对比如图2-5所示。
图2-5 钢点焊与铝点焊的电极头对比 铝点焊时,需要采用大端面的电极。一方面,球状凸起表面可以加速压入材料,缩短工序时间;铝点焊必须压紧塑性材料(被软化区域),从而避免飞溅。端面半径可为25mm、50mm、80mm、100mm等不同规格。
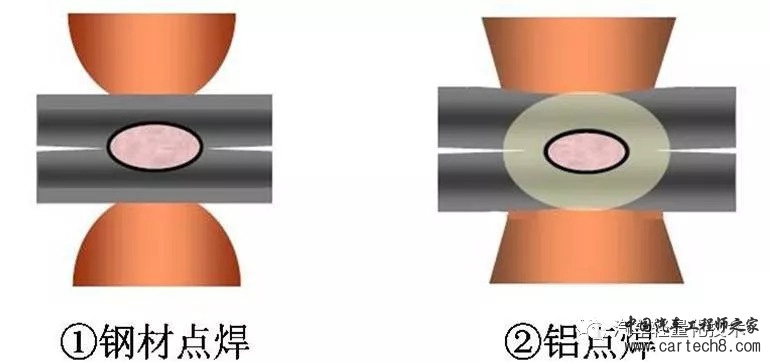
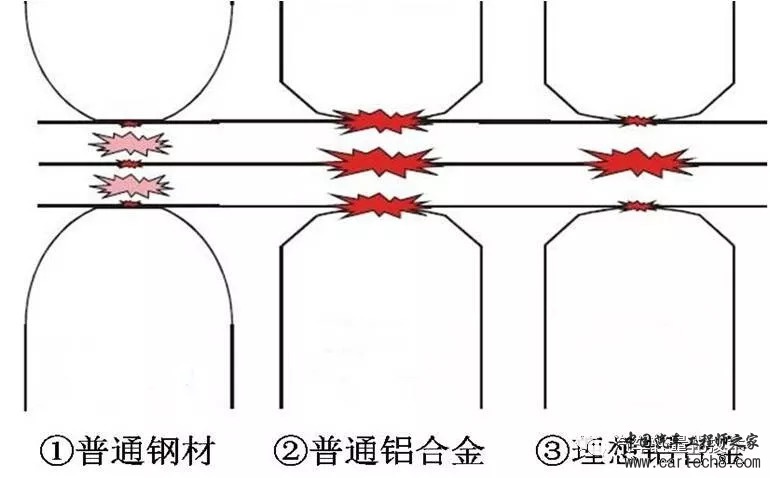
普通的镀锌钢板在点焊时热量主要集中在板材中部,普通的铝合金点焊时的热量主要集中在上下两个电极头和两层钣金中间。而我们希望铝点焊的热量较多的集中在中部形成焊核的位置。如图8所示。
图2-6 钢与铝-点焊热量产出位置
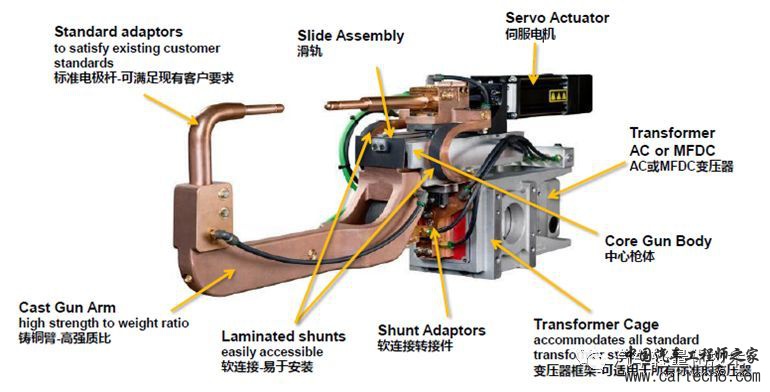
与钢点焊相比,铝点焊的焊枪冷却水流量需求至少需要增加2倍以上。图2-7为某供应商的铝焊枪示意图。
图2-7 铝点焊焊枪组成 总结 在各种焊接方法中,铝点焊具有静强度高、可靠性好、性能稳定等优点,但铝点焊本身也具有 很大的焊接缺陷,包括焊点质量不稳定、电极烧损严重使用寿命短等。其中,焊点质量不稳定主要体现在飞溅较为严重、焊点表面质量差、熔核尺寸波动大和熔核内部易产生缺陷等。 |







文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共0条 发表评论