波绕扁线绕组有未来吗?
RIO 电 驱 动专注于新能源汽车及三电相关领域知识和资讯的分享。前段时间X-pin和Umini pin焊接话题层出不穷,以上其实都是为了降低发卡电机端部高度的一种工艺优化,说到这里就不得不谈一谈波绕扁线绕组。01#波绕的 ...
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
前段时间X-pin和Umini pin焊接话题层出不穷,以上其实都是为了降低发卡电机端部高度的一种工艺优化,说到这里就不得不谈一谈波绕扁线绕组。 01# 波绕的工艺和难点 波绕扁线绕组工艺通过连续绕制扁铜线并整体成型后插入定子槽,或边绕制边插入,形成独特的波浪形端部结构。这种工艺不仅消除了焊点,还显著缩短了绕组端部高度,进而减小了电机整体尺寸。然而,波绕工艺在实施过程中也面临一些技术难点。 波绕工艺简单分为:导线成型-线圈排布-卷绕成型-嵌线。其示意图如下,相较于发卡电机,波绕工艺少了扭头、切平、焊接工艺,其工艺流程相对简化,但是对应的难度也相对较大。  首先,导线成型是波绕工艺中的关键环节,该过程主要对设备的要求高。由于波绕的导线是连续的,线成型机的体积相对较大,且需要实现高精度的控制。这要求设备具备出色的稳定性和精确度,以确保导线成型的质量和一致性。 其次,波绕工艺在线圈排布和嵌线过程中也存在一定的挑战。导线在绕制过程中需要保持一定的张力和形状,以避免在插入定子槽时损伤漆皮,确保绝缘性能。这要求工艺以及设备要不断调整达到最优解。 02# 波绕优势及劣势 尽管波绕工艺存在一些技术难点,但其独特的优势使得它在新能源电机领域具有广泛的应用前景。 首先,波绕工艺相比传统的H-pin工艺,焊接点数量大大减少。这不仅降低了焊接对电机电阻的影响。 其次,波绕工艺使得导线利用率得到了显著提高。由于波绕结构的设计,绕组端部高度降低了约6mm,同时避免了发卡电机焊接端部切平工艺的需求。这大大提高了导线的利用率,进一步降低了物料成本。 但是目前量产的新能源驱动波绕电机都是开口槽(因为要嵌线工艺),其nvh性能较半闭口槽要差一些。  其次嵌线对定子内径要求比较高,波绕大多成熟用在p1和p2这种外径比较大(一般外径嵌线还不好做,容易伤线)。 03# 波绕的未来发展 随着新能源汽车市场的不断发展和技术的不断进步,波绕扁线绕组工艺也将迎来更加广阔的发展前景。 首先,定子齿轭分离技术将成为波绕工艺发展的方向之一。通过将电机定子齿部和轭部分离,实现外嵌线工艺,如下图: 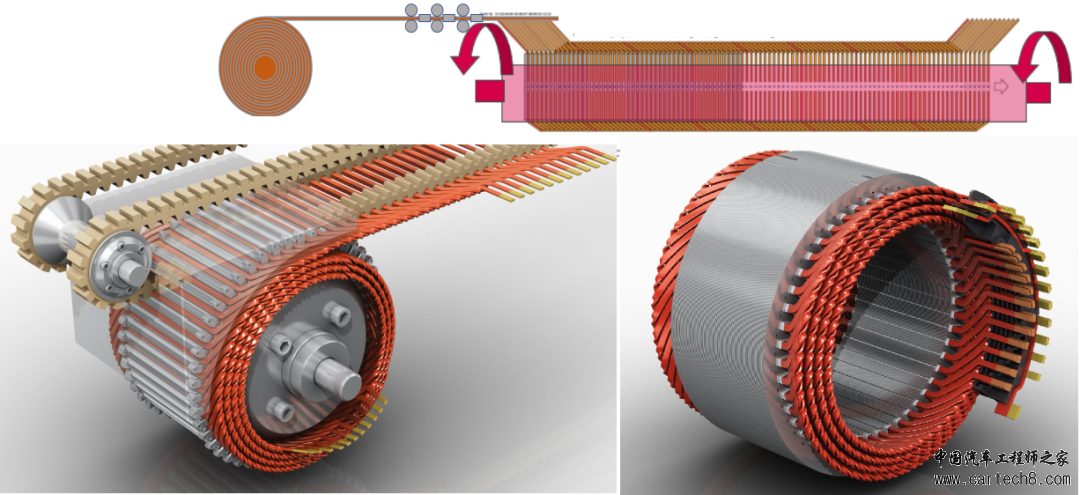 这带来的好处如下: ▶ 该方法定子齿部可以使用半闭口槽,可以有效提升NVH性能(内嵌线只能使用开口槽)。这将使得波绕工艺在乘用车EV等对外径要求较高的领域得到更广泛的应用。 ▶ 绕线更加灵活,不再局限于定子外径大小,可以做外径220甚至更低外径的定子。 但是齿轭分离会导致轭部磁通收到影响,性能会较齿轭一体有所欠缺。 其次,外转子电机也将成为波绕工艺的重要应用领域。在外转子电机中,定子铁芯可以采用外进嵌线方式,无需再补上轭部,使得波绕工艺在外转子电机上具有天然的优势。随着外转子电机在新能源汽车领域的逐步普及(混动领域),波绕工艺的应用前景将更加广阔。  外转子电机示意图 综上所述,新能源电机波绕扁线绕组以其独特的工艺和显著优势在新能源汽车领域展现出了强大的生命力。相信波绕扁线绕组将在未来发挥更加重要的作用,为新能源汽车的发展注入新的动力。 |
文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共0条 发表评论