提高装配效率的物流设计
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
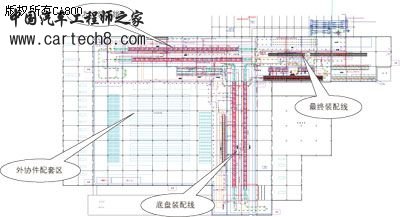
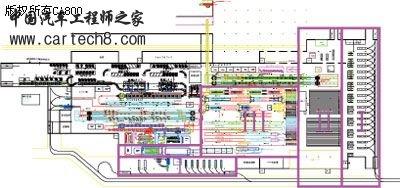
图1 T形布置总装车间示意图 轿车生产中大部分零部件的装配是在内饰装配线和底盘装配线上完成的,而最终装配线只完成少部分大件总成装配、油液品加注及整车下线前的调整检查工作。因此物流系统设计的重点应是使内饰装配线及底盘装配线的物流距离最短。总装车间的T形布置恰恰满足了这种要求。 T形布置 图1中内饰装配线与底盘装配线采用垂直布置的形式,最终装配线与内饰装配线在一条线上,也与底盘装配线垂直布置。使得在内饰装配线的侧面、底盘装配线的侧面和最终装配线的侧面均留出比较大的空间,作为外协件配套区和大总成生产区。位于内饰装配线及底盘装配线左下方的外协件配套区,呈矩形。矩形上侧及右侧的两个边分别为内饰装配线和底盘装配线,成为外协件配套区的出口。外协件摆放的原则是按零部件准备送达的工位就近堆放,根据生产需要送货,达到送件最短的距离的目的。矩形的左侧边为外协件送货口,一条长长的外墙确保了外协件有足够多的入口进入外协件配套区,从而达到物料通畅的目的。 T形布置是一种通过缩短物流运输距离,减少物流时间,保证装配生产线效率的典型布置。但T形布置也受到地质地形条件以及占地面积的限制。 S形布置 S形布置不同于T形布置,在S形布置中总装车间考虑采用了大面积的外协件配送库,外协件配送经过三个区域完成由外协件入厂到生产线装配工位的过程。 图2为S形布置中总装车间平面图,图中粗线框区域为外协件配送区。从图中可以看到外协件配送区的面积基本与总装配生产区的面积相当。外协件配送区分三部分,Ⅰ区为厂外的物流车卸货区;Ⅱ区为配套区;Ⅲ区为成套零件配送区。在Ⅰ区中,外协件拆箱,由车间内部物流拖车送到Ⅱ区。在Ⅱ区中,外协件按24份堆放,然后由车间叉车送到Ⅲ区。
图2 S形布置总装车间平面布置图 在Ⅲ区中,小件外协件如超市的货物一般,被按车型、品种分类堆放在料架上;大件外协件也是按车型、品种被堆放在指定的区域内。在该区域内送货的叉车和取件的拖车穿行在物料架之间,但它们分别在不同的通道上通行,互不交叉。取件拖车根据生产看板及生产计划,按各工位所需每车量份数到各料架或堆放区取货,然后成套地送到相应的工位上去。 外协件经过三级分拣,被有条不紊地在正确的时间内送到正确的生产工位,从而保证装配生产线的生产效率。装配生产线的工人只需将物料架上的零件全部装到整车上就可以,不需要辨别零件,减少了工人取件判断所需的时间,从而提高了装配生产的效率。 结语 通过以上两个典型的平面布置,我们可以看出,保证总装车间的物流配送准确及时,以提高汽车装配生产的高效率,并不能单纯地强调物流距离的远近。T形布置从外协件配送物流距离最近角度考虑方案;而S形布置则是从能够使生产组织系统,物流配送系统有机地、协调地运作角度考虑方案。事实上,新工厂建设是一个系统工程,任何一个方案的优劣都不是一成不变的,而是应该在当时当地的条件下综合评价。 汽车装配生产是属于劳动密集性、物料集中型的生产,零部件运输量大,品种繁多,因此在新厂建设过程中,需要通过不断优化车间的平面布置以及配送区的区域划分,充分考虑物流生产在装配生产效率方面的重要作用,从而保证新建厂的生产布局合理,生产组织顺畅。 |
文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共2条 发表评论发表我的评论