激光焊接汽车保险杠
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
相对于使用更传统的光纤传输激光/机器人系统来说,采用装备高功率CO2激光器和扫描头的远程焊接系统(RWS)增加了焊接的循环时间。因为CO2激光远程焊接系统到工件之间的光束焦距超过800mm,完全可能降低焊接循环时间,原因是扫描系统的镜片移动速度可超过700米/分钟(见图1)。而且,RWS的传感器能自动测量和工件之间的焦距,使得改变并检查焊接模式及定位数据变得简便。
研究最优的状况 在该项研究当中,将进行SPFC 780 1.2mm厚度的钢板的焊接。采用的激光功率在3~4.8kW,移动速度为2.4、2.8和3.2米/分钟,以观测熔化区域在有/无保护气体的情况下受等离子体影响程度。产生的缝焊长22mm,氦气流速为25升/分钟。如图2所示,这种气体由一个循环喷气孔传输。
在该过程中,RWS相比其他种类的激光系统更容易受到环境的影响,因为CO2激光具有长焦距,因此每部分计算出的区域需要通过观察以获得熔化外形的精确数据(见图4)。当对每个部分进行分析时,整个过程的穿透率和焊接宽度存在不同。因此,我们发现保护气体对于穿透率和焊接宽度能产生影响,原因是它能起到稳定流程的作用。
研究结论 通过这项研究,我们可以得到一些结论。首先,保护气体对于光束功率大于4.8kW的保险杠焊接工艺来说是必不可少的。在缺少保护气体的情况下,该工艺会变得不稳定,并会出现焊珠缺陷。当对钢板(SPFC 780 1.2t)进行叠焊时,熔化的外形在不同截面各不相同。因此,为了得到更加可靠的数据,计算熔化区域面积是很有必要的。 除了以上提到的这些,应力载荷值在中速焊接时通常是很高的。所以穿透率不会影响到重叠处的质量。而当采用保护气时,高功率激光束的焊接工艺非常稳定。因此为了得到完全穿透效果和稳定的焊接质量,保护气体非常关键。 本文作者M. J. Song(dkfltm3@naver.com),B. H. Jung(jeongbh@swhitech.co.kr)和M. Y. Lee(mylee@swhitech.co.kr)都来自韩国釜山Sungwoo Hitech公司的技术研究所;J. Suh(jsuh@kimm.re.kr)来自韩国机械与材料研究院。(end) |
 然而,采用RWS后,保护气体的应用成为了问题——通常在CO2激光束功率超过3kW时必须使用保护气体,而且应用保护气系统变得很困难。因此,在一项近期的研究中,对800Mpa级高强度钢板进行RWS焊接,我们对影响焊珠外形和穿透的因素进行观察,从而相应决定是否使用保护气。同样被研究的还有那些对汽车零部件强度产生影响的参数。
然而,采用RWS后,保护气体的应用成为了问题——通常在CO2激光束功率超过3kW时必须使用保护气体,而且应用保护气系统变得很困难。因此,在一项近期的研究中,对800Mpa级高强度钢板进行RWS焊接,我们对影响焊珠外形和穿透的因素进行观察,从而相应决定是否使用保护气。同样被研究的还有那些对汽车零部件强度产生影响的参数。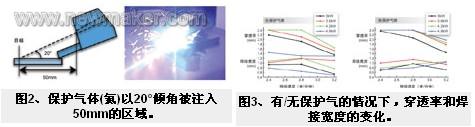 应用的功率越高,熔化区域越难成形,这取决于是否存在保护气体。由于不采用保护气体时过程变得不稳定,更高光束能量的穿透也更少。有趣的现象是焊接宽度会随着焊接速度的增加而增加,穿透率提高。表1显示了有/无保护气体的情况下采用4.8kW激光得到的焊珠外形和穿透率情况。
应用的功率越高,熔化区域越难成形,这取决于是否存在保护气体。由于不采用保护气体时过程变得不稳定,更高光束能量的穿透也更少。有趣的现象是焊接宽度会随着焊接速度的增加而增加,穿透率提高。表1显示了有/无保护气体的情况下采用4.8kW激光得到的焊珠外形和穿透率情况。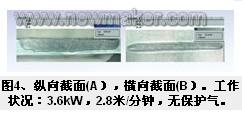 总体来说,观察到的应力峰值在2.8米/分钟,除了一些例外情况;我们的结论是重复焊接带来的应力同穿透率之间并无太大联系。因为更低的焊接速度,通常能获得更好的穿透效果。应力载荷可能不会直接和穿透焊接宽度成比例关系(见图5)。为了得到更精确的数据,需要对熔化区面积而非焊接宽度进行比较。应力载荷所带来的好处在于能增加焊接宽度。
总体来说,观察到的应力峰值在2.8米/分钟,除了一些例外情况;我们的结论是重复焊接带来的应力同穿透率之间并无太大联系。因为更低的焊接速度,通常能获得更好的穿透效果。应力载荷可能不会直接和穿透焊接宽度成比例关系(见图5)。为了得到更精确的数据,需要对熔化区面积而非焊接宽度进行比较。应力载荷所带来的好处在于能增加焊接宽度。 尽管无保护气体会造成应力载荷值的略微升高,但保护气体在4.8kW的焊接过程中是必须的。在该情况下,除非使用保护气体,否则该过程将变得不稳定,穿透值也会太低(见图6)。
尽管无保护气体会造成应力载荷值的略微升高,但保护气体在4.8kW的焊接过程中是必须的。在该情况下,除非使用保护气体,否则该过程将变得不稳定,穿透值也会太低(见图6)。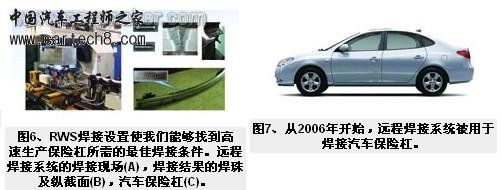 这里所描述的RWS焊接工艺从2006年开始就被用于焊接汽车保险杠(见图7)。通常保险杠是采用电阻点焊、CO2电弧焊或冷金属过渡焊来完成的。选用激光是因为它降低了循环时间,减少了材料成本,并提高了应力载荷值。我们计划研究RWS在其他汽车零部件加工中的应用。
这里所描述的RWS焊接工艺从2006年开始就被用于焊接汽车保险杠(见图7)。通常保险杠是采用电阻点焊、CO2电弧焊或冷金属过渡焊来完成的。选用激光是因为它降低了循环时间,减少了材料成本,并提高了应力载荷值。我们计划研究RWS在其他汽车零部件加工中的应用。文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共0条 发表评论