提升涡轮增压压气机性能
发动机小型化与满足不断升级的排放标准逐渐成为未来内燃机设计的主要技术挑战。前者主要在于如何提高发动机的功率密度,而后者的重点是如何更好地控制影响尾气不良物质形成的关键参数。 作者:Concepts NREC公司 E. ...
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
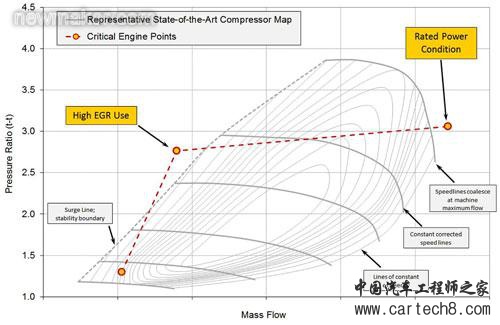
| 发动机小型化与满足不断升级的排放标准逐渐成为未来内燃机设计的主要技术挑战。前者主要在于如何提高发动机的功率密度,而后者的重点是如何更好地控制影响尾气不良物质形成的关键参数。通常来说,减少废弃物质排放常常会以牺牲发动机性能为代价,两者往往不可兼得。如果将问题简单化,忽略极端运转条件下的燃烧化学性,不牺牲发动机性能即意味着需要提升发动机的功率密度。 采用涡轮增加来提升内燃机的性能约有一百多年历史了。涡轮增压发动机的运转特性主要取决于涡轮机单元的配置和整个系统的集成。 涡轮增压器部件的效率水平,加上压气机稳定工作的范围以及气体流量,对发动机的整体功率输出,瞬态响应以及设计人员可以采用的尾气排放控制策略有非常大的影响。目前市场涌现的大多数洁净燃烧策略都依赖排气再循环(EGR)方式,因此也就增加了对涡轮增压器及涡轮增压器与内燃机正确匹配的要求(图1)。
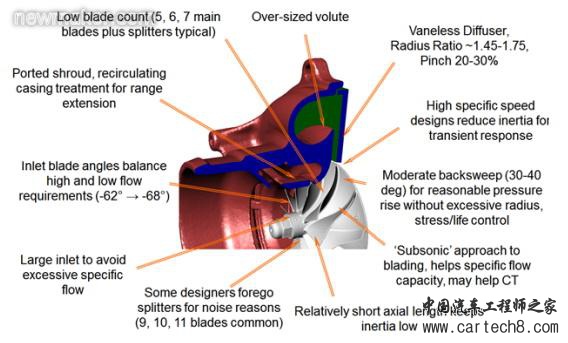
极端条件下的系统设计 从理论上说,EGR即是将废气的一部分重新导入到进气侧,部分作用是帮助控制汽缸温度以及氮氧化合物的形成。EGR通常在发动机部分转速范围内启用,也就是在大多数循环工况出现的情况下。在发动机额定条件下最高功率输出时,正常情况下EGR系统会完全关闭,这样可以避免因为EGR带来的负担而影响性能的发挥。高EGR在提高所需压气机压缩比的情况下还可以减少必要的空气流量,这样可以将压气机的运行推向稳定工作的极限,甚至超过这个极限。 一般来说关于压气机的性能要求,通过更高的EGR利用率来降低排放的方法与发动机达到某一额定功率是完全相左的,通常需要大大增加空气流量,同时适度地提高压缩比。在人们为当前和未来内燃机不断追求低排放和高功率密度的同时,不可避免地造成了高级涡轮增压器压气机操作点之间出现巨大的差距。 发动机设计人员主要关注的是性能特性图的边界,也就是说他们仅关注压气机特性图的左侧和右侧,通常对中间区域都抱有较高的性能期望。结果他们发现,最受关注的特性图的边界与物理机制息息相关,而在这方面工程设计及分析工具通常最难应对,主要因为相关的复杂性高和压气机气动热力作用难以掌握。因此,如果可以考虑具体的压气机设计特性以及这样做的原因,对系统的设计将是有帮助的。 涡轮增压器有一些强制性的要求和限制会对压气机的空气动力性能带来较大的影响。单位成本和瞬态响应是两个非常关键的因素,通常会牺牲掉压气机及涡轮机的性能、稳定工作范围、系统尺寸以及苛刻环境下的耐久性。 平衡高低流量 仔细研究一下今天各种汽车涡轮增压器压气机的结构,可以发现一些共同的设计(如图2)。当试图在高空气流量和低流量要求间寻求一个平衡点时,会发现要想满足在该额定点所需的高流量要求的同时还要平衡其他工作条件的要求时,涡轮转子进口直径需要比在没有转速范围要求的情况下更大。不过,叶片形状在设计时一般都会倾向于满足低流量要求,因此叶片角度相对更大(正切角度),这样才能更好地解决部分转速下的进气停滞现象。提高设计工况下的转速,加上适度的叶片后掠角,可以帮助减小转子的直径,从而有利于降低转子的惯性,提高瞬态反应速度,还可以使系统更加紧凑。系统的设计已经非常成熟,因此对整个设计(比如眼的大小、叶片进口角、整个直径、叶片出口角)做出任何改变来改进设计的某一个方面都会对其他方面带来负面的影响。
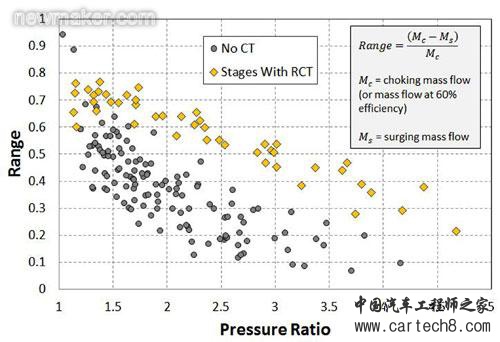
今天的汽车涡轮增压压气机还有一个设计元素是循环机匣处理(RCT)系统。这种被动装置的主要功能要么是将气流循环导回到进气口,要么绕开叶轮的导风轮区域,主要根据工作条件决定。该装置经过验证为提高单级压气机流量能力的主要(如果不是最重要的)因素之一。通过对目前市场上的一些固定截面压气机范围(相对压缩比)的分析发现它们之间存在较明显的区别:这个界线就是含有循环机匣处理装置和不含有这种装置(图3)。
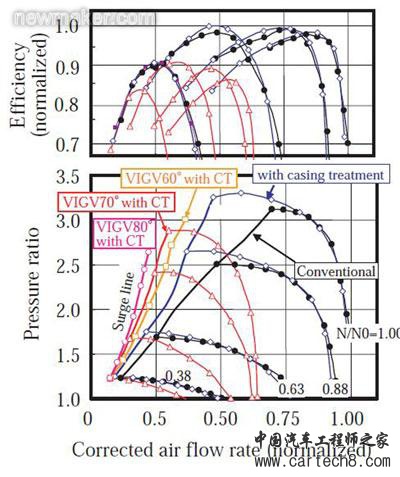
自然的做法是考虑在压气机级中增加可变截面带来的好处,其目的是扩展稳定工作范围,使其接近固定截面压气机,因为后者更有可能接近压气机工作范围的极限。比较常见的涡轮机械解决方案为:采用可变进气导片或/和可变几何扩压器叶片。除了给性能带来潜在的影响外,采用可变截面的方式还常常给系统耐久性带来一定程度的影响。这两种解决方案的目标都是将喘振线和最高效率岛推向较低的流量范围。喘振线的移动需要避免一些关键因素的不稳定现象的出现,从而减少激发喘振出现的可能性。实现最大效率的切换需要对主级损失机制作出调整或对相关参数重新进行匹配,以提高系统的性能。 对低流量运行来说,进气导片可以向工作液体提供一定的预旋(顺着叶片旋转的方向)。其目的是通过减少气流入射角度来更好地管理叶轮前缘的负载,从而推动叶片从停滞状态开始旋转。由于目前汽车涡轮增压器压气机的叶片进气角通常较大,提供大量的进气进行预旋就显得非常必要,也会给性能特性图带来较为显著的影响。不过不幸的是,高预旋涡流不利于压力的上升,流量范围的提升就比较有限(见图4)。根据进气导片配置的不同,还有可能带来较大的性能损失,因为压气机效率的降低而让流量范围的提升变得毫无意义。
一般来说,叶轮效率与固定几何截面压气机稳定工作边界附近的最大性能相比下降了很多。如果扩压器最小损失通过可变机构转向低流量区域,考虑到来自扩压器导致的损失以及两种设定位之间在扩压器损失方面的相对偏差,整个影响会非常小。 由于整个压气机性能特性对级的总尺寸参数有较大的依赖性,可供选择的设计方案就变得非常有限了。一般来说会花较多的时间来调整压气机叶型,来最大程度地减少不利流量特性的出现,因为这些特性会导致性能的下降和系统运转的不稳定。 叶轮造型设计 传统叶片的设计主要是控制叶片的走向,包括两个部件部分,分别是叶尖和叶根,在这两个部件间通过线性内插来形成三维叶片造型。这种方式表明叶片形状可以在五轴数控机床上采用侧铣工艺加工出来。今天许多涡轮增压技术中采用的离心压气机都是从不同高强度铝合金材料通过铸造方式制造的。为了满足对性能提升的需求,一些压气机通过机加工方式生产,原料为锻造铝块或其他替代材料,一般为钛合金。 此外,还可以顺着叶片方向增加一个部分,并通过叠加方式将它们连接起来,从而制造出一个更加类似“雕刻出来的”叶轮,这也给设计带来了更多的灵活性。基于对局部空气动力学的了解,这种方式常常用来专门定制化设计高性能轴流式涡轮机械叶轮。一直以来,这种雕刻式叶轮一直被避免使用在离心压气机中,因为它们需要耗时且成本高的点位加工工艺。不过,近年来的一些设计表明额外的灵活性可以让设计师更好地管理叶轮局部空气动力参数,从而解决了一些冲突的指标,带来的一些具有更高性能及更广工作范围的设计。 通常来说,雕刻而成的叶轮(如图5)虽然几何自由度得到了提高,但是容易产生额外的机械应力和偏转,需要通过较强的气动/结构耦合性设计迭代进行控制,从而达到可接受的折中值。
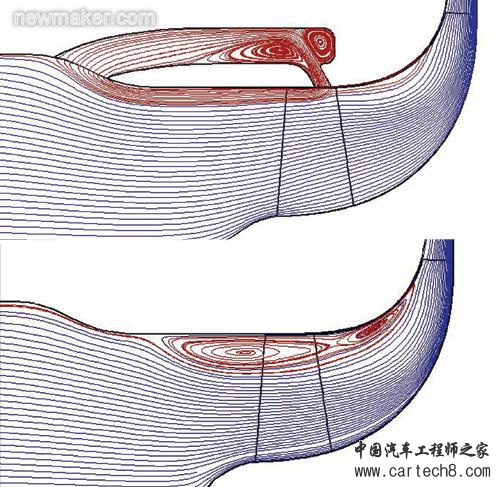
定制化循环机匣处理 在采用RCT可以轻易提高流量范围并不会给性能带来太大影响的情况下,近年来人们对进一步探索机匣处理策略表现出了极大的兴趣。一些项目也在开展中,旨在通过测试结果以及对相关流量物理特性进行高级计算流体力学模拟来为预定的应用定制化开发RCT装置。理想的RCT配置就像一个高增益环路,最小的输入(级性能损耗相对就小)可以对级性能特性图及流量范围的提升带来最大的影响。 传统的再循环机匣处理在提高稳定工作范围的情况下采用“一刀切”的方式,因为为了稳定进气区域的气流,这种装置会循环大部分的流量——有时可以达到进流量的30%左右(如图6)。这么大量流体的再循环会产生大量固有的损耗,如果非主要流体流动的降低也可以达到这样的效果的话,级性能也可以实现显著的提升。最初的测试结果还无法表明采用传统的、经过精心设计的机匣处理装置可以带来较大的性能提升。
当然,单级、固定截面压气机的可用工作范围还是有一个“实际”极限的。在目前压气机设计及制造技术水平下,在达到该极限之前还有一定可进一步创新的“摆动空间”。从总体上看,在整体尺寸和配置水平层面存在的潜在取舍问题对目前的最高性能和流量带来的提升是微不足道的。 未来可能的提升将集中体现在通过精密的3-D叶片雕刻在非设计领域维持更高的性能,而在流量范围方面的细微提升只是额外的效果。要想使发挥最大的潜能,必须清楚认识到控制稳定性及损耗的背后机理并将其作为直接的研究对象。 如此说来,系统的改进需要进行高保真度的数字化研究,此外还需要制定一个综合的开发计划,在整个设计优化过程中将所有级元素(叶轮、扩压器、蜗壳以及机匣处理装置)对系统改进的影响都同时考虑在内。采用这种方式便可以进一步发掘雕刻式叶轮以及高效益机匣处理装置具备的潜力。 目前涡轮增压技术的开发在于对下一个具有革新意义技术的探求,比如上个世纪八十年代的RCT技术。不过在这样的技术出现之前,压气机流量范围和效率很可能会在目前的水平上逐步提升。问题的关键是,是否在目前已经得到证实的概念的基础上进行改进及延伸,也许在提升空间逐步减少的情况下,或许需要转而开发那些目前无法预测,但是具有诱惑力的技术。(end) |

文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共0条 发表评论