车身轻量化技术之铝合金零件关键制造大法
小鹏汽车 铝合金作为一种具备多种优良性能的轻质材料,成为目前汽车轻量化技术发展中的首选材料,聊一聊汽车车身用铝合金零件关键制造技术。
以下为文章全文:(本站微信公共账号:cartech8)

汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
在当今发动机技术提升难度日益加大、动力电池效率不尽如人意的背景下,不论对传统燃油汽车,还是新能源汽车,轻量化技术都是一项共性的基础技术。铝合金作为一种具备多种优良性能的轻质材料,成为目前汽车轻量化技术发展中的首选材料。 车身质量占汽车总质量的40%左右,对于整车的轻量化而言,车身的轻量化起着举足轻重的作用。 我们今天就来聊一聊汽车车身用铝合金零件关键制造技术,包括铝合金汽车板材和管件液压成形工艺、板材温冲压成形技术、型材挤压成形和结构件铸造(铸铝)成形技术等。 铝合金在车身上的应用 铝合金的牌号依据所含非铝元素的种类与含量的不同,分为1000到9000共九大系列。 汽车车身用铝合金材料主要包括:铜元素含量最高、硬度也较高的2000系,主含镁元素、又称“镁铝合金”的5000系,镁硅含量高、抗腐蚀和抗氧化性能好的6000系,汽车车身的不同受力部位会采用不同系列型号的板材、型材、管材及高性能铸铝等铝合金材料。 骨架部分:车身受力最大的部分,采用2000系或7000系材料,可热处理强化。 外板部分:车身次要的受力部位,采用5000系或6000系材料。 车门部分:采用5000系或6000系材料。 地板部分:采用5000系或6000系材料。 铸件:采用高性能铸铝合金,可热处理强化。  铝合金在汽车上广泛运用 铝铸件被制造能够承载大载荷的部件,明显减轻了重量但同时还具有高的强度。这些板件具有复杂的几何形状,通常是用真空压铸的方式,使它具有较高强度。铝铸件还具有高的延展性,良好的焊接性能,较高的塑性,保证了在发生碰撞时的高安全性。这些铸件的铝合金类型是5000或6000系列铝合金。目前铝铸件主要运用到电动车电池包结构箱体上比较多。  Tesla Model S电池箱体 汽车车身用铝合金零件关键制造技术 汽车车身用铝合金零件主要有铸造(铸铝)连接件、覆盖件(板材冲压)、挤压型材骨架结构件、液压成形板材覆盖件和管材结构件等。 普通冲压工艺加工铝合金表面质量差,成品率低(只有70% 左右),不能满足车身零件高精度、高可靠性、高效率和低缺陷制造的要求。汽车车身零件的液压成形技术在欧美、日韩等发达国家的汽车产业中获得了大量应用,设备最高压力达到了400 MPa,加工出铝合金汽车发动机罩内外板、车门内外板及翼子板等覆盖件已装车应用。 大型铝铸件、液压成形部件是铝合金成型的两项核心技术。铝合金汽车板材和管材液压成形工艺如下图。   液压成型工艺 与冲压工艺相比,液压成形工艺的优势如下: (1)减小毛坯尺寸,节约材料; (2)提高成形极限,减少成形道次; (3)零件的表面质量和尺寸精度大幅提高; (4)降低配套模具数量和成本; (5)减少后续机械加工和组装焊接量; (6)可以成形形状复杂、变形程度大、整体性要求高的零件。 这项技术在国外已成为汽车轻量化的主流技术,并朝着集成化、快速化、大型化、精确化等方面发展。虽然国内在大吨位液压成型样机研制方面已经取得成功,如1600 t 和1050 t 材料液压成形设备,但是在国内推广应用铝板液压成形技术还存在着以下主要难点: (1)基于铝板液压成形设计知识的欠缺。提供给设计人员的液压成形知识不系统、不全面,造成我国设计人员无法或根本不能够考虑到液压成形技术在轻量化结构件上的应用。 (2)面向液压成形技术的铝板材料成形性和零件质量控制体系的研究不足。多数面向普通冲压成形的铝板材料成形性和零件质量控制研究的结果并不适用于液压成形技术。 (3)诸多的工装模具及超高压液压源系统面向产业化的关键技术有待突破。 (4)以铝板液压成形为核心的全系统联动的装备研究不完善。 由于上述原因,面向产业化的并联动作系统并未得到实际的应用,工装和模具开发成型难度大、调试周期长,因而成本较高,在国内车型仍鲜见应用。   铝合金汽车板材零件液压成形应用(Tesla Model S 侧围及地板) 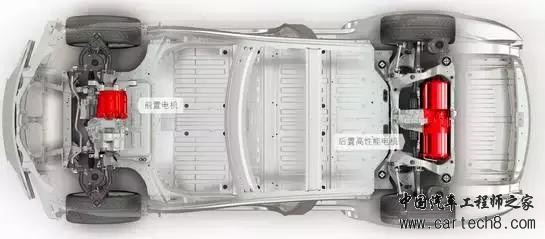  铝合金汽车管材零件内高压成形应用(Tesla Model S P85D 及捷豹XFL) 铝合金板温成形工艺受到材料成形性能、工艺参数与模具的设计、润滑与摩擦状态等诸多因素的影响,目前仍是一项待进一步研究开发的板料冲压成形新技术。如果得到突破,则可以提供高效率成形技术——平均每小时生产零件(ASPH)大于540件。 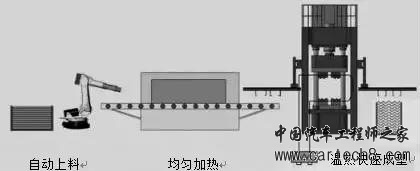 汽车地板温冲压工艺流程 近年来,铝合金板温成形技术开始应用于汽车车身。目前,板材温成形冲压技术用于车身铝板冲压仍存在一些不足,主要表现在以下方面。 (1)成形性还需继续改善。铝合金板材的局部拉延性不好,容易产生裂纹,特别是形状比较复杂的零件。 (2)零件表面质量不够理想。为避免拉裂,常常导致冲压拉伸不充分,作为外覆盖件容易出现局部面畸变等缺陷,影响表面质量。 (3)尺寸精度不容易掌握,回弹难以控制。由于上述原因,铝板冲压模具开发难度大、调试周期长,因而成本较高,难以满足高档轿车车身件的质量要求。  汽车外覆盖件 型材挤压成形 在车身设计中,应用空间框架设计可使车身的静态扭转刚度提高60% 。型材挤压成形技术是一项车身框架型材伺服控制挤压弯曲一体成形技术,也是实现空间框架设计的主要技术手段。 德、日、美等国已投入大量人力物力,攻关大型扁宽铝合金型材挤压工艺、精密淬火与人工时效、精整校直等关键技术。一些新的挤压技术也相继被开发出来,如高速挤压、静水挤压、无残料挤压、变截面挤压等。 中高档汽车如奥迪、宝马旗下众多车型、日产系列、通用君威和君悦以及丰田皇冠等,都采用铝合金作为防撞梁和吸能盒的材料。 型材挤压成型过程实际是从产品设计开始的。产品的使用要求决定了产品的许多最终参数,如产品的机械加工性能、表面处理性能以及使用环境要求等决定了被挤压铝合金的种类。产品的设计形状也会决定铝型材性能以及挤压模具的形状。 当设计的问题解决,实际的挤压过程就从挤压用铝铸棒开始,经过挤压前的加热软化,然后放入挤压机的盛锭筒内,再由大功率的油压缸推动前端装有挤压垫挤压杆,在强大压力的作用下,软化后的铸铝棒从模具精密成型孔中挤出成型。  铝合金前防撞梁  Jeep前防撞梁 挤压-弯曲一体化加工技术如下图。型材出模口后的弯曲变形是通过一系列引导装置来实现的。该方法不仅可以精确地控制型材的弯曲精度,而且可以简便地实现三维弯曲(即不同部位有不同的弯曲方向和曲率半径)。根据型材弯曲时的受力条件,弯曲引导模离挤压模出口的距离也可以进行调整。  型材挤压-弯曲一体化加工 就挤压工艺而言,由于普通挤压压力机运动特性固定不变,工艺参数的优化难以实现。将伺服控制系统与挤压压力机结合,就能实现任意滑块运动特性曲线,滑块位置精度可达0.01mm,伺服压力机行程可根据成形工艺需要进行方便地调整,对于提高产品质量和生产效率、降低生产成本具有十分重要的意义。 对于汽车的前纵梁、座轨、保险杠、减震结构等断面变化结构,其成形工艺通常采用冲压焊接方法、挤压、胀压成形等,这些工艺过程复杂、生产效率低、成本高,而且焊接部位会降低车身刚度及吸能特性。采用伺服控制挤压-弯曲一体成形方法制造上述结构中的铝型材构件,可显著减少半成品的后续机械加工量,获得全纤维高性能的挤压件,从而提高车身骨架的强度性能和可靠性。 结构件铸造(铸铝)成形技术  铝合金车身框架结构(ASF) 铝合金车身框架结构的车身框架由铸造和液压成形的铝合金部件组合而成,包括35% 的高精度铝合金铸造件、22% 的挤压成形铝合金件和35% 的铝合金板材。其中,车身框架的连接件多为铝合金铸件,此类铸件起到连接车身各铝材的作用,是主要的承力部件,要有较高的强度。为了满足使用需要,车身铝合金铸件多为复杂薄壁结构。由于此类铸件的结构特点,以及汽车产业大批量生产的需要,采用传统的铸造工艺已无法满足要求,国外目前制造铝合金车身铸件大多采用真空压力铸造和特种挤压铸造等新的压挤铸造工艺技术。 真空压力铸造以及特种挤压铸造是新型铸造技术。真空压力铸造与普通压铸相比,增加了抽真空操作,可将型腔中的气体抽出,金属液在真空状态下充填型腔,减少了卷入的气体,铸件可进行热处理,力学性能高于普通压铸件。特种挤压铸造不仅可以实现液态金属挤压成型,还还可实现处于半固态的金属浆料挤压成型,此浆料具有较好的流动性以及球状显微组织,可成型较为复杂的铸件,而且铸件具有优良的力学性能以及较高的近终成型程度。 铝车身可靠连接技术 机械连接技术:铝合金导热率高,采用传统电阻点焊技术连接能耗极高,而且质量难以保证。目前,国外汽车制造厂商大量采用自冲铆接、自切削螺钉等机械连接方法实现铝合金连接。 焊接技术:对铝车身零部件连接技术而言,目前除大量采用锁铆、自切削螺钉、自攻螺钉、冲联工艺及胶(粘)接等非熔化连接方法外,还大量采用MIG焊、激光焊(包括激光熔焊、激光钎焊)及激光-MIG电弧复合焊等熔化焊接方法。其中,MIG焊、激光焊及激光-MIG电弧复合焊、搅拌摩擦焊成为铝车身零部件焊接的标准工艺。 柔性化包边技术:车身覆盖件外形质量要求高、精度控制严,传统模压包边投入大、柔性差,机器人滚压工艺(roller hemming)成为包边柔性化的必然趋势。国外成熟的汽车设备供应商已有很多具备了柔性化铝合金包边技术,例如德国ThyssenKrupp、美国Hirotec、德国Edag、英国DVA 等公司。目前,国内铝合金覆盖件配套的包边设备供应商主要是欧美企业。 汽车轻量化是未来汽车在节能环保,降低污染等方面的重要发展方向。铝合金作为典型的轻型材料越来越被行业所认可,因此在汽车上的应用也会越来越广泛,可以说全铝化车身将是未来汽车轻量化发展的一种趋势。 |
文章网友提供,仅供学习参考,版权为原作者所有,如侵犯到
你的权益请联系542334618@126.com,我们会及时处理。





会员评价:
共0条 发表评论